世界500强企业合作伙伴
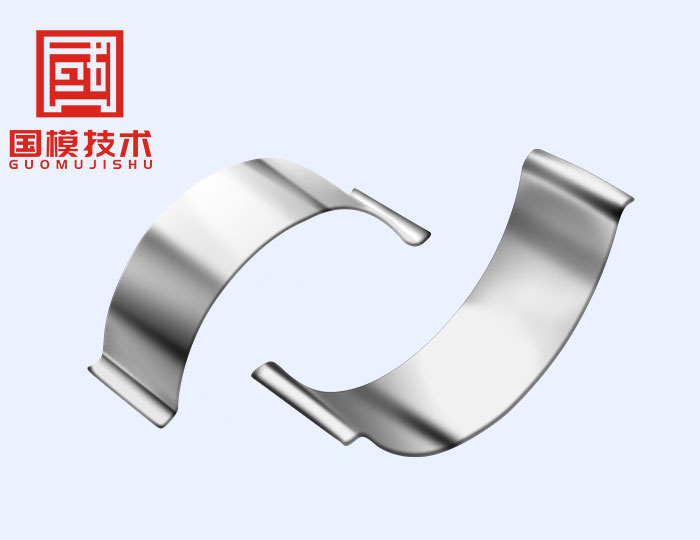
弹片回弹寿命达到1000000次
全国咨询热线
18927415118
弹片回弹寿命达到1000000次
18927415118

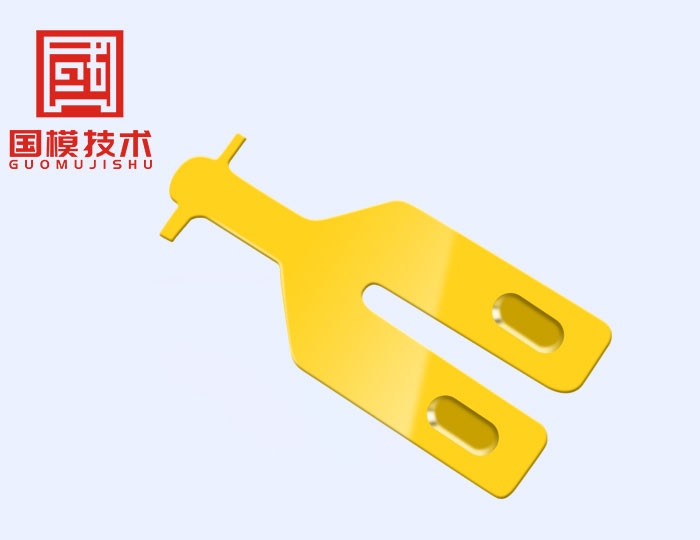
佛山市五金冲压制品厂-五金弹片开模时需要注意哪些事项【国模技术】冲压生产的五金冲压件精密度已经达到(正负)±0.01mm,提升您新产品70%装配率,充分节省前期时间与开支,加快您5-10天上市。

1、拉动模具前需确认模具进料口料带托板已松掉拿下。
2、门板上的搭钮孔位置,不妨研究安装简便,蒋孔冲生长圆形式,以简便上下进行微调。
3、模具拉不动时可一人向外拉,一人向后推。(切忌两人同时向后推,将模具推出冲床平台)亦可用抬模螺丝盘旋下模座螺孔后,两手同时向上抬起一点后拉出。
4、门架上的装搭钮的孔务必研究搭钮与门架之间的裂缝,三个搭钮的焊接位置相当重要,同心度要求很高,我以为需求在冲装搭钮的孔时,多冲两个定位搭钮的孔,在加工搭钮的时辰不妨在搭钮上冲压两个崛起,与门板上的孔对应,用来定位
5、模具拉离冲床时模具车不可转弯过急,预防导料板或原料托板挂住冲床或冲床隔音罩,形成模具零件破损或模具滑落。
6、格外下模时不可再寸动操纵,独特是在模具止高柱垫塑胶后。
7、模具下模后将冲床主机及其它电源关上,预防资源耗费。
8、模具正常停机时需将模具寸动运行至指引针进入料带圆孔.(预防无气压时送料机不夹持原料而形成的原料退却导致缠带。)严禁将模具停于下死点。(易形成模内弹簧运用寿命降低)
佛山市五金冲压制品厂-五金弹片开模时需要注意哪些事项【国模技术】16年行业经验,近百台进口设备,产品精度达到0.01MM,日产量300万冲次,2天出样4天出模,严格遵守保密协议。需要了解更多咨询电话:19926843449(微信同号)